
VMI vs CMI: Which Inventory Model Is Right for Your Business?
Posted by Austin Hardware on Mar 20th 2026

VMI vs. CMI: Choosing the Right Inventory Management Model for Your Business
Why Inventory Strategy Matters in Modern Manufacturing
In modern manufacturing, inventory management has evolved from a simple purchasing task into a strategic operational discipline. Maintaining the right components in the right quantities can determine whether production stays on schedule or falls behind.
Many original equipment manufacturers, specialty vehicle builders, truck body manufacturers, and industrial fabricators rely on consistent access to hardware components to keep production moving. In these environments, even small supply disruptions can delay assembly schedules and impact delivery timelines.
A well-defined inventory management strategy helps mitigate these risks. Two widely used approaches are Vendor-Managed Inventory (VMI) and Customer-Managed Inventory (CMI). While both models aim to ensure reliable material availability and reduce operational inefficiencies, they differ in how they handle inventory monitoring and replenishment responsibilities.
Understanding the differences between these two models can help manufacturers align inventory strategy with their operational priorities and long-term supply chain performance.
What Is the Difference Between VMI and CMI?
The primary difference between VMI and CMI is who is responsible for monitoring inventory and initiating replenishment. In VMI, that responsibility lies with the supplier, whereas in CMI it remains with the customer. The following sections explain how each model works.
What Is Vendor Managed Inventory (VMI)?
Vendor Managed Inventory (VMI) is an inventory model in which the supplier monitors stock levels and replenishes inventory to maintain agreed-upon supply levels. This process typically involves tracking usage patterns, maintaining minimum stock thresholds, and coordinating scheduled replenishment deliveries.
Because the supplier manages the process, the customer’s purchasing team spends less time monitoring stock levels or generating purchase orders. Instead, the vendor proactively maintains inventory availability.
This model is often preferred by organizations that integrate inventory management closely with internal production planning systems or enterprise resource planning (ERP) software.
What Is Customer Managed Inventory (CMI)?
Customer Managed Inventory (CMI) is a model that places inventory monitoring and ordering responsibilities within the customer’s organization. Internal teams track stock levels, determine reorder points, and initiate purchasing decisions.
While suppliers may provide forecasting insights or lead-time guidance, the customer ultimately controls replenishment timing and inventory planning.
This model is often preferred by organizations that integrate inventory management closely with internal production planning systems or enterprise resource planning (ERP) software.
Both models can improve supply chain performance, but the right choice depends on a company’s operational structure, purchasing processes, and production requirements.

Vendor Managed Inventory vs Customer Managed Inventory: Quick Comparison
|
Inventory Model |
Who Manages Inventory |
Best For |
|---|---|---|
|
Vendor Managed Inventory (VMI) |
Supplier monitors usage and replenishes inventory |
High-volume manufacturers and multi-location operations |
|
Customer Managed Inventory (CMI) |
Customer tracks inventory and places orders |
Companies with internal procurement teams and ERP-driven planning |
Both approaches improve supply chain reliability. VMI often reduces administrative workload, while CMI offers greater control over purchasing decisions.
The Operational Impact of Inventory Control
Choosing between VMI and CMI often comes down to how organizations balance operational control with supply chain efficiency. Companies that adopt Vendor Managed Inventory often do so to reduce the administrative burden of monitoring stock levels and placing recurring orders. By allowing suppliers to manage inventory replenishment, purchasing teams can focus on broader operational priorities while maintaining consistent component availability.
Because suppliers track usage patterns directly, they can anticipate demand fluctuations and adjust inventory levels before shortages occur.
Customer Managed Inventory provides a different advantage. By retaining control over purchasing decisions, organizations can align inventory levels closely with production schedules, project timelines, and internal planning systems. For manufacturers with complex workflows or highly customized production environments, this level of control can be critical.
Comparing VMI and CMI Inventory Models
The table below provides a more detailed comparison of the operational differences between the two inventory models.
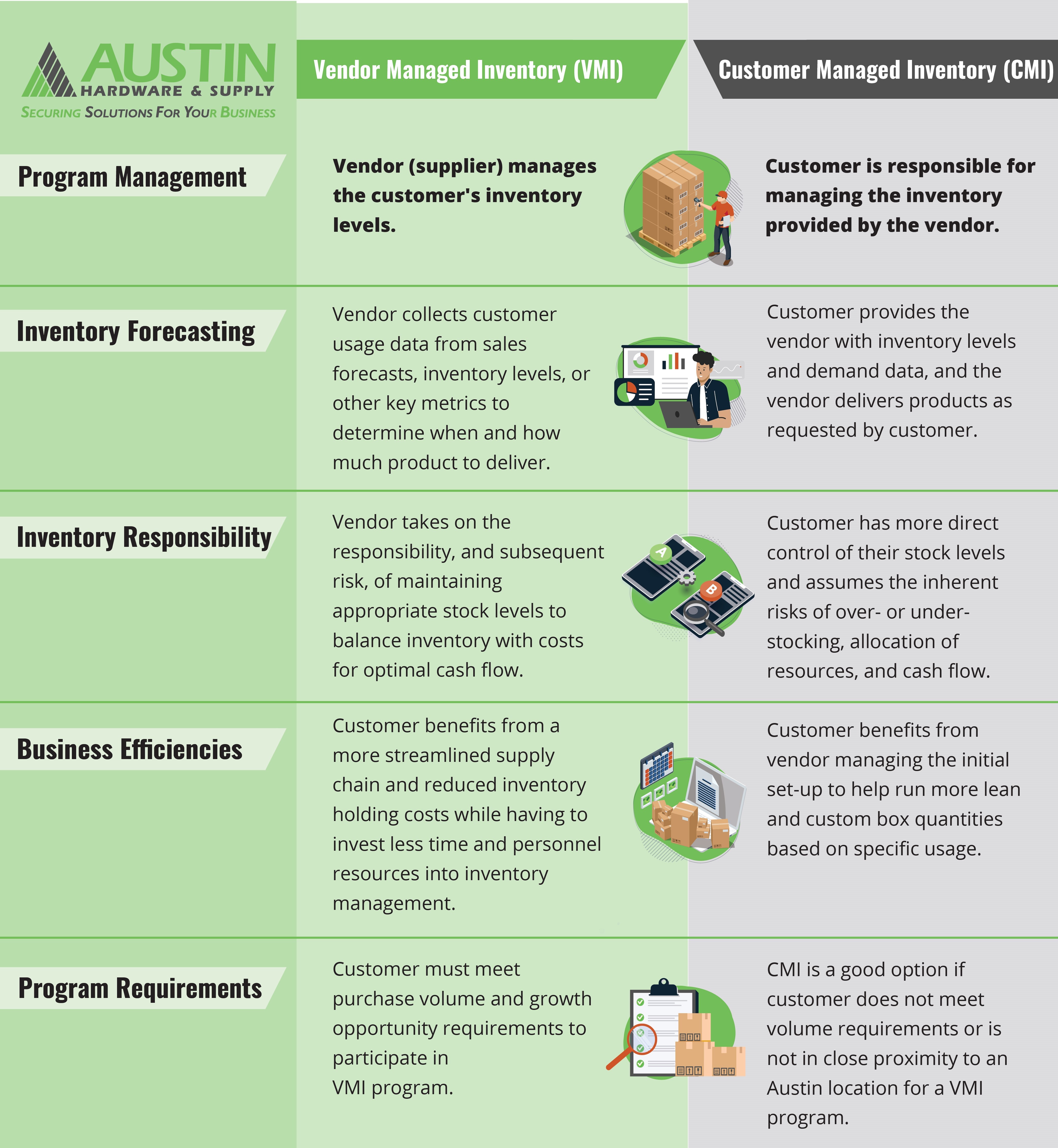
Both models can improve operational stability. The best choice depends on an organization’s production structure, internal resources, and supply chain strategy.
Inventory Management Challenges in OEM and Industrial Manufacturing
Manufacturers that build specialty vehicles, truck bodies, emergency response equipment, and industrial machinery often depend on hundreds of hardware components to complete each unit. When even a single part becomes unavailable, production schedules can quickly fall behind.
Inventory strategies such as VMI and CMI help manufacturers maintain consistent component availability while reducing supply chain disruptions. By aligning inventory planning with production demand, organizations can improve efficiency while minimizing excess stock and administrative workload.
Hardware Components That Benefit Most from Vendor Managed Inventory
VMI programs are particularly effective for high-usage components that must remain consistently available on the production floor.
Hardware used in vehicle manufacturing, industrial equipment, and fabricated assemblies often fits this category because these components are required across multiple product lines and production runs.
Examples include latches and locking hardware used in equipment enclosures, hinges installed on compartment doors and access panels, gas springs that provide lift assistance for equipment doors, and seals or gaskets that protect components from environmental exposure. Fasteners and mounting hardware are also used across many assemblies and must remain readily available to avoid production interruptions.
Maintaining proper inventory levels for these components is essential. VMI programs help ensure these parts remain available without requiring constant monitoring from purchasing teams.
Austin Hardware’s Flexible Inventory Management Solutions
For manufacturers that rely on consistent access to industrial hardware components, inventory management can quickly become complex. Austin Hardware helps simplify this process by providing flexible inventory solutions designed for OEM manufacturers and industrial fabricators.
Through its VMI program, Austin Hardware monitors inventory levels, analyzes usage patterns, and coordinates replenishment schedules to maintain reliable product availability. This helps customers reduce purchasing workload while minimizing the risk of stock shortages.
Austin Hardware also supports organizations that prefer CMI, providing dependable supply, responsive service, and expert product guidance. This flexibility allows manufacturers to choose the inventory management approach that best aligns with their internal processes and operational goals.

Frequently Asked Questions About VMI and CMI
What is the main difference between VMI and CMI?
The primary difference is who manages inventory levels. In VMI, the supplier monitors inventory and replenishes stock as needed. In CMI, the customer tracks inventory levels and places orders.
When should a company use Vendor Managed Inventory?
Vendor Managed Inventory works well for high-volume manufacturers, multi-location operations, or organizations that want to reduce the administrative workload associated with managing inventory.
Is Vendor Managed Inventory more efficient than Customer Managed Inventory?
Efficiency depends on the organization. VMI can reduce purchasing workload and prevent stockouts, while CMI allows companies to maintain greater control over inventory planning.
Can companies use both VMI and CMI?
Yes. Many organizations adopt a hybrid approach, using Vendor Managed Inventory for high-volume components while maintaining direct control over specialized or lower-volume parts.
Build a More Reliable Supply Chain with Austin Hardware
Choosing between Vendor-Managed Inventory and Customer-Managed Inventory ultimately depends on how your organization balances operational control with efficiency.
Austin Hardware has many years of experience providing dependable hardware solutions and flexible inventory management programs. Whether your business benefits from the efficiency of Vendor-Managed Inventory or the control of Customer-Managed Inventory, Austin Hardware can help develop a strategy that supports your production goals.
Contact Austin Hardware today to learn how our inventory programs and industrial hardware solutions can help streamline your supply chain and keep your operations running efficiently.
